
その他
2026.06.22
抜き加工の量産コストを最適化する「ロール加工」|高速供給とスピードの両立
試作開発から量産フェーズへ移るとき、多くの製造・開発担当者が直面するのが「量産コストをどう抑えるか」「必要な数量を必要な時期に供給できるか」という課題です。
特にスマートフォンや車載機器、リチウムイオン電池まわりの薄いフィルム・テープ部材は、月産数十万個を超える供給が求められることも珍しくありません。
こうした大ロットの抜き加工では、加工方式の選び方が1個あたりのコストと納期を大きく左右します。
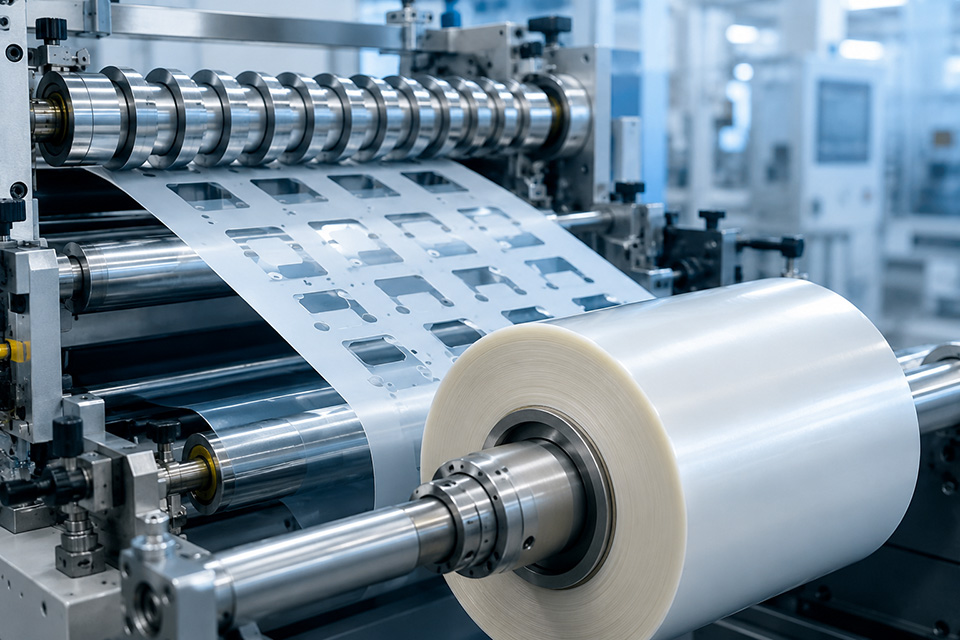
その有力な選択肢となるのが、ロール状の材料を連続して打ち抜く「ロール加工(ロータリー加工)」です。
本記事では、平盤プレスとの違いから、量産コストが下がる仕組み、スピードと品質を両立させる勘所までを整理します。
平盤プレスとロール加工の違い
抜き加工には、1ショットずつ打ち抜く「平盤プレス」と、回転する輪転刃でロール材を流しながら連続して打ち抜く「ロール加工」があります。
平盤プレスは型費用を抑えやすく、試作や中小ロットに向いています。
一方のロール加工は、回転する輪転刃(ダイカットロール型)を使って素材を止めずに加工するため、量産時のスピードで大きな差が生まれます。
| 比較項目 | 平盤プレス | ロール加工 |
|---|---|---|
| 加工方式 | 1ショットずつ「面」で打ち抜く | 回転刃で連続して「点」で打ち抜く |
| スピード | 停止と打ち抜きを繰り返す | 止めずに高速打ち抜き |
| 向くロット | 試作〜中ロット | 中〜大ロットの量産 |
| 型費用 | 抑えやすい | 平盤型より高め |
| 端面品質 | 形状で差が出やすい | 点でカットし整いやすい |
試作は平盤やピナクル型で柔軟に、量産はロール加工で効率的に——という使い分けが、コスト最適化の出発点になります。
量産コストが下がる仕組み
ロール加工の強みは「タクトタイム(製品1つあたりの生産時間)の短縮」にあります。
平盤プレスが停止をはさむのに対し、ロール加工は素材を流したまま打ち抜き続けるため、時間あたりの生産数が増え、加工賃を1個あたりで圧縮できるわけです。
- 加工賃の低減:
高速打ち抜きでタクトタイムが短くなり、量産数が増えるほど単価が下がる - 工程の連動:
抜きと同時に貼り合わせやカス除去を一連で処理でき、後工程の手間を減らせる - 型費用とのバランス:
型費用は平盤より高めのため、一定ロット以上で効果が出る
大ロットになるほど効いてくる方式のため、想定数量を踏まえた損益分岐の見極めが欠かせません。
スピードと品質を両立させる要点
速さと精度を両立する鍵は、まず素材の「送り(テンション)制御」です。
フィルムは張力でわずかに伸縮するため、張力を一定に保って初めて、高速でも形状精度が揃います。加えて、輪転刃(ダイカットロール型)そのものの精度も重要になります。
スワコーは内製型に対応しており、試作では比較的コストを抑えやすいピナクル型を使うなど、案件に応じた型の使い分けが可能です。
またロール加工は「面」で押し切るのではなく、回転刃が触れる「点」でカットするため、端面がきれいに仕上がりやすいのも特長です。
光学部材や電子部材など、端面品質がシビアに問われる用途にも向いています。
歩留まりを高める材料取り
量産コストを左右するもう一つの要素が、材料の歩留まり(イールド)です。
同じ製品でも、ロール材の幅に対して製品をどう並べるかによって、捨てる部分(スクラップ)の量は大きく変わります。
スワコーでは、ロール加工の特性を踏まえた面付け・材料取りを、設計段階からご提案することが可能です。
図面が固まる前に相談するほど、手戻りなく材料費を抑えやすくなります。
試作から量産への移行をスムーズに
量産のご相談やお見積もりの際は、次の情報をいただけると検討がスムーズに進みます。
| 確認したい項目 | 具体例 |
|---|---|
| 材料 | フィルムの種類・厚み・粘着層の有無 |
| 形状・寸法 | 製品形状、寸法公差、特に厳しい箇所 |
| 数量 | 月産・年産の想定ロット、立ち上げ時期 |
| 品質要求 | バリ・端面の基準、異物やクリーン度への要求 |
「量産単価をもっと下げたい」「短期間でまとまった数量が必要になった」といった課題は、加工方式の見直しで解決できるケースが少なくありません。
試作から量産への移行でお悩みの際は、ロール加工(ロータリー加工)を含めた最適な方式を、ぜひスワコーまでお気軽にご相談ください。